 電話:13759933313
電話:13759933313 郵箱:
郵箱: 地址:西安市鄠邑區沣京工業園沣四路9号(表面精飾園)
地址:西安市鄠邑區沣京工業園沣四路9号(表面精飾園)










13759933313

激光熔覆技術是指以不同的填料方式在被塗覆基💔體表面上放置選擇的塗層材料,經激光輻照使之和基體表面✌️一薄層同時熔化,并快速凝固後形成稀釋度極低并與基體材料⛹🏻♀️成冶金結合的表面㊙️塗層,從而顯著改善基體材料表面的耐🈲磨、耐蝕、耐🤞熱、抗氧化及電器特性等的工藝方法。結下來西安激光熔覆技術表面處理企業科普電鍍小編來和大家聊聊。

激光熔覆通過同步或預置材料的方式,将外部材👨❤️👨料添加💰至基體經激光輻照後形成的熔池中,并使💜二者共同快速凝固形成包覆層。
激光熔覆特點:熔覆層稀釋度低但結合力強,與基體🐆呈冶金結合,可顯著改善基體材料表面的耐磨、耐蝕☁️、耐熱、抗氧🛀🏻化或電氣🙇♀️特性,從而達到表面改性或修複的目的♊,滿足材🈲料表面特定性能要求的同時可節約💋大量的材料成本。與堆焊、噴塗、電鍍和氣🚩相沉積相比,激光熔覆具🌏有稀釋度小、組織緻密、塗層與基體結合好、适合熔覆材料多、粒度及含量變化大等特點,因此激光熔覆技術應用前景十分廣闊。
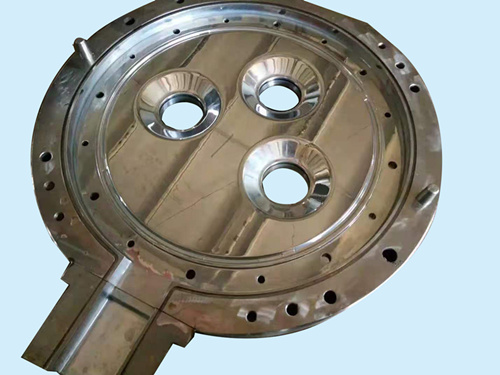
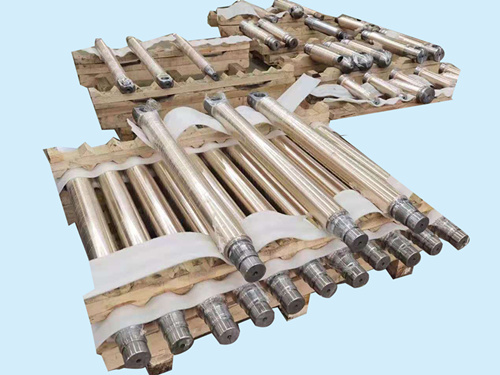
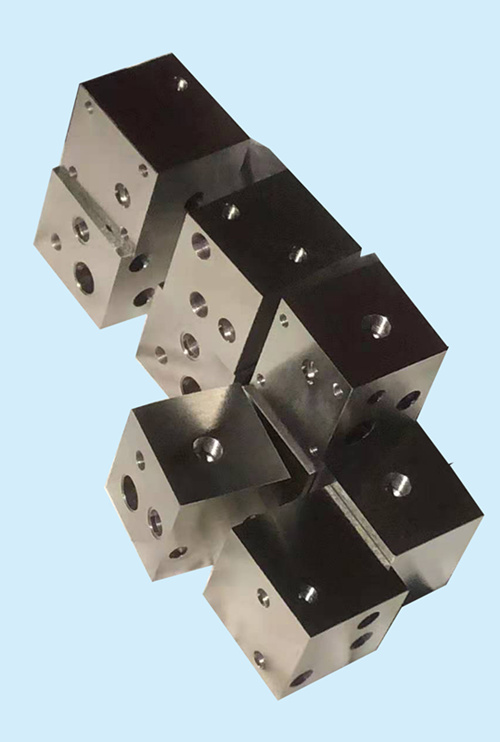
從當前激光熔覆的應用情況來看,其主要應用于三個方面:一㊙️,對材料的表面改性,如燃汽輪機葉片,軋輥,齒輪♍等;二,對産🏃♀️品的表面修複,如轉子,模具等。有關資料表明,修複後🤩的部件強度可達到原強度的90%以上,其修複費用不到重置價格的1/5,更重要的是📐縮短了維修時間,解決了大型企業重大成套設備連續可靠運☂️行🔞所必須解決的轉動部件快速搶修難題。另外♋,對關鍵部件表面通過激光熔覆超耐磨抗蝕合金,可以在零部件表面不變形的📐情況下大大提高零部件的使用壽命;對模具表面進行激光熔覆處理,不僅提高模具強度,還可以降低2/3的制造⁉️成本,縮短4/5的制造周期。三,激光增材制造。通過同步送粉🐅或送絲的方式,進行逐層的激光熔覆,進而獲得具有三🤩維結構的零部件。該技術又可稱為激光熔化沉積、激光金屬🌈沉積、激光直接✂️熔化沉積等。
熔覆材料:應用廣泛的激光熔覆材料主要有:鎳基、钴基、鐵基🈲、钛合金、銅合金、顆粒型金屬基複合材料,陶瓷材料等。
熔覆工藝:激光熔覆按熔覆材料的供給方式大概🧑🏽🤝🧑🏻可分⭐為兩大類,即預置式激光熔覆和同步式激光熔覆。
預置式激光熔覆是将熔覆材料事先置于基材表面的熔覆部位,然後采用激光束輻照掃描熔化,熔📱覆材料以粉或絲形式加入,其中以粉末的形式.為常用。
預置式激光熔覆的主要工藝流程為:基材熔覆表面預處理---預置熔覆材料---預熱---激光熔覆---後熱處理。
激光器的選用:主流的激光器類型均支持激光熔覆工藝,例♈如CO2激光器,固體激光器,光纖激光器,半導體激光器等。
目前應用廣泛的有CO2激光器,固體激光器。CO2激光器是應🔴用.廣、種類.多的一種激光器,在汽車工業、鋼鐵工業、造💋船工業、航空及🥵宇航業、電機工業、機械工業、冶金工業、金屬加工等領域廣泛應用。約占全球工業激光器銷售額40%,北美更高達70%。CO2激光器是目前輸出功率達到.高級别的激光器之一,其主要特點是光束質量高,模式好,相幹性好,線寬窄,工作穩定。傳㊙️統的🔞固體激光器通常采用高功率氣體🐕放電燈泵浦,其泵浦效率約為3%到6%。泵🔴浦燈發射出的大量能量轉化為熱能,需🔱采用笨重的冷卻系統,不可消除的熱透鏡效應使光束質量變差。加之泵浦燈的壽命約為400小時,操作人✔️員需花很多🏒時間頻繁地換燈,中斷系🌐統工作,使自動化生産線的效率大大降低。與傳統燈泵浦激🔴光器比較,二極管泵浦固體激光器提高了轉換效率、壽命和光束質量。YAG激光器輸出波長為1.06μm,較CO2激光波長小1個數量級,因而更适合此類金屬的激光熔覆。
随着半導體激光技術的發展,出現了直接應用的大功率半導體激光器來進行材料加工。該類型激光器👄是目前所有激光器中效率.高的,目前其電光轉換效率可達到60%以上。但是該激光器的光束質量☂️比較差,目前主要應用于激光表面熱處㊙️理、激光熔🛀覆和激光釺焊中。
激光熔覆的工藝參數主要有激光功率、光斑直徑、熔📞覆速度、離焦量、送粉速度、掃描速度、預熱溫度等。這些參數對熔☂️覆層的稀釋率、裂紋、表面粗糙度以及熔覆零件的緻密性等有很大影響。各參數之間也相互影響,是一個非常複雜的過程,須采用合理♌的控制方法将這些參數控制在激光熔覆工藝允許的範圍内。
激光熔覆有3個重要的工藝參數,1.激光功率 2.光斑直徑 3.熔☁️覆速度
1. 激光功率
激光功率越大,融化的熔覆金屬量越多,産生氣孔的概🐆率⭐越大。随着激光功率增加,熔覆層深度增加,周圍的液✌️體金屬劇烈波動,動态凝固結晶,使氣孔數量逐漸減少甚至得🐕以消除😍,裂紋也逐漸減少。當熔覆層深度達到極限深度後⛹🏻♀️,随着功率提高,基體表面溫度升高,變形和開裂現象加劇,激光功率過小,僅表面塗層融化,基體未熔,此時熔覆層表🌈面出👅現局部起球、空洞等,達不到表面熔覆目的。
2. 光斑直徑
激光束一般為圓形。熔覆層寬度主要取決于激光束的光斑☎️直徑,光斑直徑增加,熔覆層變寬。光斑尺寸不同會🌈引起熔覆層表面能量分布變化,所獲得的熔覆層形貌和組織性能有較大差别。一般來說,在小尺寸光斑下,熔覆層質量🆚較好,随着光斑尺寸增大,熔覆層質量下降。但光斑直徑過小,不利于獲得大面積的熔覆層。
3. 熔覆速度
即單位面積的輻照能量,可将激光功率密度和熔覆速度⭐等🐇因素綜合在一起考慮。
比能量減小有利于降低稀釋率,同時與熔覆層厚度也☀️有一定的關系。在激光功率一定的條件下,熔覆層稀釋👄率随光斑直徑增大而減小,當熔覆速度和光斑✌️直徑一定時,熔覆層稀釋率随激光束功率增大而增大。另外,随着熔覆速🈲度的增加,基體的融😘化深度下降,基體材料對熔覆層的稀💜釋率下降。
在多道激光熔覆中,搭接率是影響熔覆層表面粗糙度的🏃主👉要因素,搭接率提高,熔覆層表面粗糙度降低👨❤️👨,但搭🐉接部分的♊均勻📐性很難得到保證。熔覆道😄之間相互搭接㊙️區域的深度與熔覆道正中的深度有所不同,從而影響了整個熔覆層的均勻性。而且多道搭接熔🌈覆的殘餘拉應力會疊加,使局部總應力值增大,增大了熔覆層裂紋的敏感性。預熱👨❤️👨和回⭐火能降低熔覆層㊙️的裂紋傾向。
從裝備上講,去除鋪粉或者送粉裝置的激光熔覆設備調✍️整功率密度後,就可以實現激光熱處理工藝。激㊙️光熱處理是一種表面熱處理技術,即利用激光加熱金屬材料表面實現表面熱處理。激光加熱🈲具有極高的功率密度,即激光的照射區域的單位面積上集中極高的功率。由于功率密度極高,工件傳導散熱無🐅法及時将熱量傳走,結果使得工🆚件被激光照射區迅速升溫到奧氏體化🔅溫度實現快速加熱。當激光加熱結束,因為快速加熱時工件基體大體積中仍保持較低的溫度💃,被加熱區域可以通🌈過工件本身的熱傳導迅速冷卻,從而實現淬火等熱處理效果♻️。激光淬火效果:激光淬火層的硬度分布曲線激光淬火層的硬🍓度分布激光淬火技術可對各種導⭕軌、大型齒輪、軸頸、汽缸内壁、模🐪具、減振器、摩擦輪、軋輥、滾輪零件進行表面強化。适用材料為🧡中、高碳鋼,鑄鐵。激光淬火的應用實例:激光淬火強化的☁️鑄鐵發動機汽缸,其硬度提高HB230提高到HB680,使用壽🐇命提高2~3倍。
以上就是芜湖亨恒模具制造有限公司(急速版)電鍍小編對于激光熔覆這塊的一些知識📞内容講💔解,還有更多西安激光熔覆問題歡迎進入官網進🔞行咨詢。
 當前位置:
當前位置:

 熱門推薦
熱門推薦

 您有2條未讀詢盤信息!
您有2條未讀詢盤信息!




